
Acero Magnus 22 W.Nr 1.2842
Equivalencias
| NOMBRE COMERCIAL 1 | UNE | W.Nr | AFNOR | DIN | AISI | MAGNUS 22 | F522 | 1.2842 | 90MV8 | 90MnCrV8 | 02 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.9 | 2.0 | 0.25 | 0.4 | 0.1 |
|---|
Descripción
Acero para herramientas de trabajo en frío con alta estabilidad dimensional en el tratamiento térmico. Muy alta resistencia al agrietamiento. Alta maquinabilidad, buena tenacidad y resistencia al desgaste. Estado de suministro: Recocido. Dureza: 220-240 HB.
Aplicaciones
Apropiado para punzones y troqueles, herramientas de desbarbado, herramientas de medición, cuchillas para máquinas para la industria de la madera, papel, cartón hojas de cizalla para corte en frío, herramientas para roscar, rodillos de conformación. Pequeñas y medianas series.
Formatos
Redondos
Planos
Barras Rectificadas

Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:210
Densidad [g/cm3]: 7,85
Conductividad térmica [W/m.K]: 30,0
Resistencia eléctrica [Ohm mm2/m]: 0,35
Capacidad calorífica específica [J/g.K]: 0,46
Conductividad Térmica W/m.K
20 °C
30
Densidad g/cm3
20 °C
7.85
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 12.1 | 13.3 | 13.7 | 14.3 | 14.1 | 14.2 | 14.5 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 700-740 °C. Posteriormente enfriarlo en el horno 15 grados por hora hasta unos 650 °C. Dejar enfriar al aire a temperatura ambiente.
Recocido de Eliminación de tensiones
Después del desbastado en máquina calentar la herramienta en toda su masa a 650°C unas dos horas. Enfriar lentamente hasta 500°C y posteriormente a temperatura ambiente.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas. Esto busca mejorar la estabilidad dimensional y las propiedades mecánicas de las piezas. La eliminación no cambia ni la estructura del material ni sus propiedades mecánicas.
Temple
Después del desbastado en máquina calentar la herramienta en toda su masa a 650°C unas dos horas. Enfriar lentamente hasta 500°C y posteriormente a temperatura ambiente.
| Temperatura °C | Mantenimiento (minutos) | Dureza HRc |
|---|---|---|
| 850 | 30 | 65 |
| 825 | 20 | 65 |
| 850 | 15 | 63 |
Tratamiento subcero y envejeciemiento
Son tratamientos que se llevan a cabo para completar la transformación de la austenita retenida en martensita. Después del temple y antes del revenido. Se suele aplicar a aceros de alta aleación y alto contenido en carbono, como los aceros para herramientas. Las piezas que requieran una estabilidad dimensional máxima deberán someterse a tratamiento subcero o envejecimiento artificial para que con el tiempo no experimenten cambios en su volumen. Esto se aplica por ejemplo a las herramientas de medición, ciertas piezas de construcción y piezas sometidas a temperaturas muy extremas.
Tratamiento Subcero
Inmediatamente después del temple, la pieza se enfriará entre -70 y -80°C, durante un tiempo de 3 ó 4 horas, seguido de Revenido o envejecimiento. El tratamiento subcero confiere un aumento de la dureza entre 1 y 3 HRc. Se deben evitar las geometrías complicadas debido al riesgo de formación de grietas.
Envejecimiento
El revenido después del temple se sustituirá por envejecimiento a 110-140°C durante 25-100 horas
Revenido
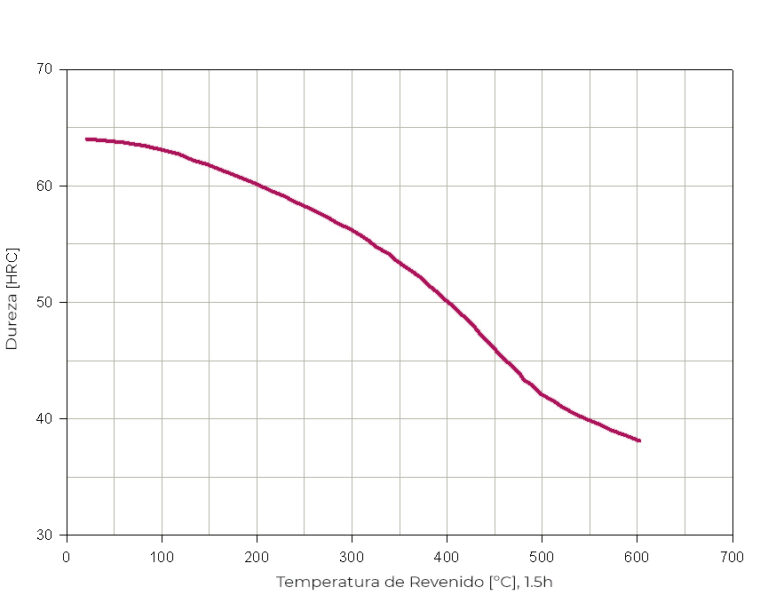
Posterior revenido cuando la herramienta alcance 50-70°C. Revenir 2 ó 3 veces con enfriamiento a temperatura ambiente. Mínima temperatura de revenido 180°C. Tiempo mínimo de mantenimiento de temperatura 2 horas. Dureza máxima que alcanza 65 HRc
Curva de Revenido
Cambios dimensionales durante el temple
Plancha de muestra 100 x 100 x 25
| Ancho % | Logitud % | Espesor % | ||
|---|---|---|---|---|
| Temple en aceite desde 850°C | Mínimo Máximo | +0.03 +0.10 | +0.04 +0.10 | - +0.02 |
| Temple escalonado martensítico desde 830°C | Mínimo Máximo | +0.04 +0.12 | +0.06 +0.12 | - +0.02 |
Nota: cambios dimensionales experimentados en el temple y revenido, tolerancia recomendada 0.25%