Acero UDDAX W.Nr: 1.2311
Equivalencias
| NOMBRE COMERCIAL | UNE | W.Nr | AFNOR | DIN | AISI | UDDAX | F5302 | 1.2311 | 40CMD8 | 40CrMnMo7 | P20 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.4 | 1.5 | 0.3 | 1.9 | 0.2 | 0.1 |
|---|
Descripción
Acero de herramientas para trabajo en frío y en caliente. Buena mecanibilidad y un buen pulido. Admite nitruración. Buena soldabilidad con los métodos habituales.
Estado de suministro: Bonificado a 300 HB
Aplicaciones
Apropiado para moldes de inyección de plástico. Soplado. Ejes, sufrideras, troqueles de martillos de forja.
Formatos
Redondos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:210
Densidad [g/cm 3 ]: 7,83
Conductividad térmica [W/m.K]: 34,0
Propiedades Mecánicas
Rm: 950-1150 MPa
Rp 0,2: 680-860 MPa
A 5d: 13%
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 11.7 | 13.1 | 13.5 | 14 | 14.5 | 14.6 | 14.7 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 710°-740 °C. Enfriar lentamente a temperatura ambiente. Con ello alcanzará una dureza alrededor de 230 HB.
Eliminado de tensiones
Para eliminar las tensiones del mecanizado se calienta toda la herramienta a 650° C manteniéndolo así entre una hora y dos horas, seguido de un enfriamiento al aire. Este material está destinado a usarse en estado de templado y revenido en la forma que se suministra. No obstante, cuando el acero deba someterse a algún tratamiento para conseguir mayor dureza. Para poder realizar este tratamiento térmico en este material es necesario que vuelva a estado de recocido.
Temple
Temperatura de austenización entre 830-880°C seguido de un enfriamiento en aceite, al aire o baño en caliente a una temperatura de entre 180-220°C. Con esto el material alcanzaría una dureza 50 HRc.
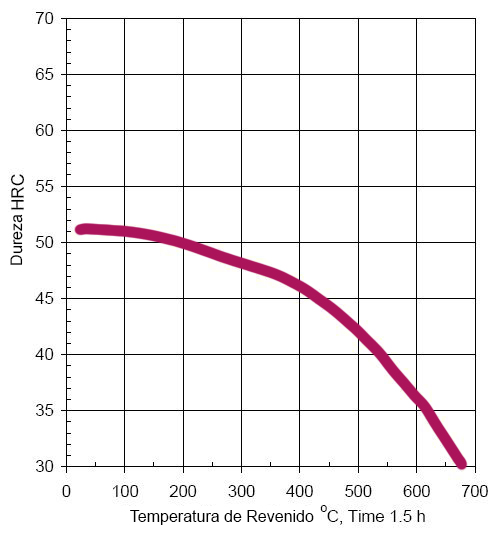
Revenido
Realizar dos o tres revenidos. Adjuntamos tablas de dureza según se realice el enfriamiento por aire o por aceite. Dureza máxima 51 HRc
Temperatura de revenido/dureza Rowell (HRc)
| 100ºC | 200ºC | 300ºC | 400ºC | 500ºC | 600ºC | 700ºC | 51 | 50 | 48 | 46 | 42 | 36 | 29 |
|---|
Curva de Revenido