Acero Bensso 67 W.Nr 1.2767

Equivalencias
| NOMBRE COMERCIAL 1 | UNE | W.Nr | AFNOR | DIN | AISI | BENSSO 67 | 1.2767 | 45NCD16 | 45NiCrMo16 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.45 | 0.35 | 0.30 | 1.25 | 4.0 | 0.25 |
|---|
Descripción
Acero para trabajo en frío aleado al níquel. Buena templabilidad, buena resistencia al desgaste junto con una alta tenacidad por el contenido en níquel. Buena resistencia a
la compresión, con un fácil pulido y admite electroerosión por hilo.
Aplicaciones
Apropiado para matrices de forja, para matrices de series cortas, conformado en caliente, herramientas de prensado, cojinetes.
Formatos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:210
Densidad [g/cm 3 ]: 7,86
Conductividad térmica [W/m.K]: 28,0
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 11.6 | 12.4 | 13.0 | 13.5 | 13.7 | 13.8 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Calentar el acero en toda su masa entre 610 – 650 °C Enfriar lentamente al aire. El material así alcanzará una dureza de 260 HB .
Eliminación de tensiones
Para eliminar las tensiones de la laminación se calienta a 650°C durante dos horas y después se deja enfriar lentamente a 500°C.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas, sin cambiar la estructura del material ni sus propiedades mecánicas. Consultar al tratamentista para determinar la temperatura más adecuada.
Temple
Temperatura de precalentamiento 650°C previo a la temperatura de austenización entre 840-880ºC
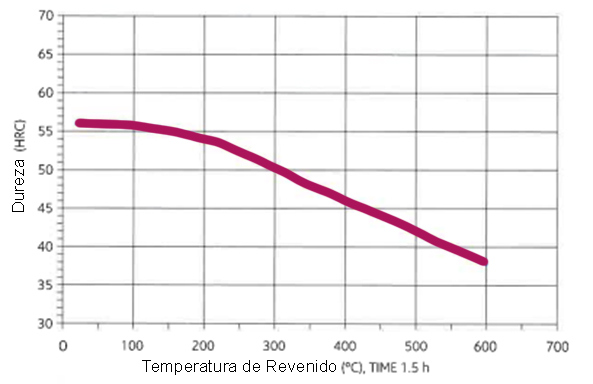
Revenido
Posteriormente se realizará un revenido entre 180-220°C Dureza máxima después del tratamiento térmico 56 HRc
Curva de Revenido