Acero Rigco 250
Equivalencias
| NOMBRE COMERCIAL | UNE | W.Nr | AFNOR | DIN | AISI | RIGCO 250 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.95 | 0.5 | 0.9 | 7.8 | 2.5 | 0.5 |
|---|
Descripción
Acero para trabajo en frío aleado al cromo-molibdeno. Indeformable, alta tenacidad, excelente resistencia a la fatiga y a la deformación plástica. Buen comportamiento a la rotura con materiales de alta resistencia. Buena aptitud para la electroerosión por hilo.
Estado de suministro: recocido 240 HB. Laminado en caliente.
Admite nitruración y cualquier otro recubrimiento superficial.
Aplicaciones
Apropiado para herramientas de corte para series medias, conformación en frío, cuchillas, cizallas, embutición profunda, herramientas para láminas y roscas,…
Formatos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:210
Densidad [g/cm3]: 7,64
Conductividad térmica [W/m.K]: 31.0
Capacidad calorífica específica [J/g.K]: 0,4
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 11.5 | 12.0 | 12.5 | 12.7 | 12.8 | 13.0 | 12.9 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 820 °C durante unas dos horas aprox. Posteriormente enfriarlo en el horno entre 10 y 20 grados por hora hasta unos 600 °C. Dejar enfriar al aire a temperatura ambiente.
Eliminación de tensiones
Después del desbastado en máquina calentar la herramienta en toda su masa a 650°C unas dos horas.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas, sin cambiar la estructura del material ni sus propiedades mecánicas. Consultar al tratamentista para determinar la temperatura más adecuada.
Temple
Temperatura de precalentamiento a 820-840°C previo a la temperatura de austenización de entre 1040-1060°C en baño de sal. Para una máxima tenacidad la temperatura de austenización tiene que ser más baja que la recomendada para el rango de 1040-1060°C. Y para una mayor resistencia al desgaste la temperatura de austenización tiene que ser más alta que la recomendad para el rango de 1040-1060 °C
Tratamiento Subcero
Para incrementar la dureza en uno ó dos puntos HRc y mantener la estabilidad dimensional después del tratamiento térmico se puede usar tratamiento subcero.
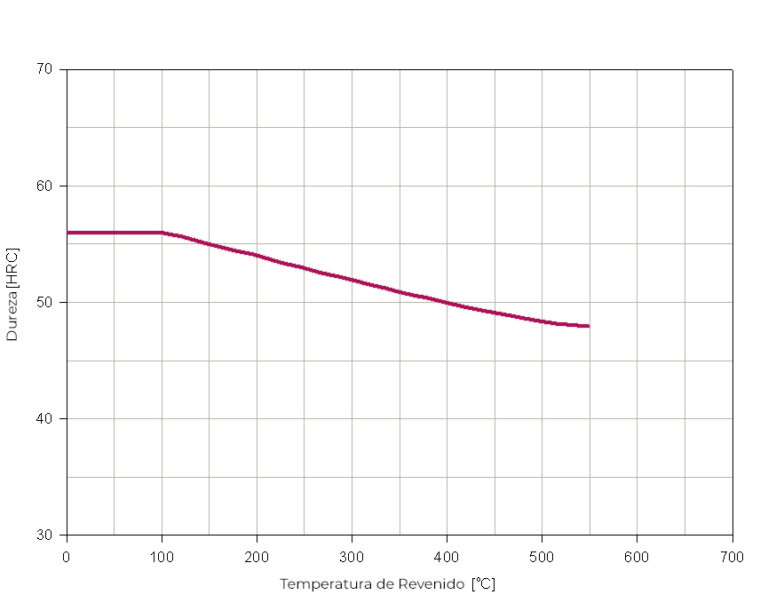
Revenido
Revenir inmediatamente después que el material alcance una temperatura de entre 70 y 90 °C. Se recomienda realizar de dos a tres revenidos para conseguir una microestructura uniforme.
Enfriar lentamente a temperatura ambiente.
Realizar después un temple escalonado entre 180 y 560 °C
Dureza máxima alcanzable 60-62 HRc
Curva de Revenido