Acero Spac Plus 90 W.Nr: 1.4112

Equivalencias
| NOMBRE COMERCIAL 1 | UNE | W.Nr | AFNOR | DIN | AISI | SPAC PLUS 90 | 1.4112 | X90CrMoV18 | 440B |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.9 | 0.5 | 0.45 | 18 | 1.1 | 0.1 |
|---|
Descripción
Acero inoxidable martensítico para trabajo en frío, de alta pulibilidad, excelente resistencia al desgaste y a la erosión.
Aplicaciones
Apropiado para rodillos, placas de desgaste, componentes de corte e instrumental quirúrgico o donde la necesidad de dureza sea mayor pero la propiedad de inoxidabilidad sea más importante.
Formatos
Redondos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]: 190-210
Densidad [g/cm 3 ]: 7,69
Conductividad térmica [W/m.K]: 15,0
Coeficiente de Expansión Térmica Lineal 10 -6 °C -1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 9.8 | 10.5 | 10.9 | 11.2 | 11.3 | 11.3 | 11.5 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa entre 810- 860 °C. Posteriormente enfriarlo a temperatura ambiente. Dureza producida, unos 260 HB
Eliminación de tensiones
Para eliminar las tensiones de la laminación se calienta a 649-677°C durante una hora y después se deja enfriar lentamente.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas, sin cambiar la estructura del material ni sus propiedades mecánicas. Consultar al tratamentista para determinar la temperatura más adecuada.
Temple
Temperatura de austenización entre 1000-1050°C. Posteriormente enfriar en aceite a temperatura ambiente. Dureza posterior 56-58 HRc
Revenido
Temperatura mínima de revenido 180°C. Dureza máxima 56 HRc
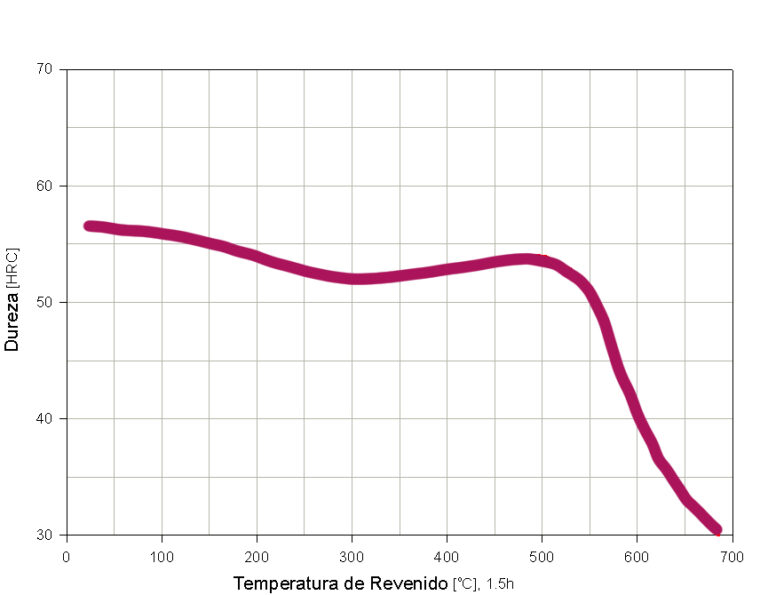
Temperatura de revenido/dureza Rowell (HRc)
| 100ºC | 200ºC | 300ºC | 400ºC | 500ºC | 550ºC | 600ºC | 650ºC | 56 | 54 | 52 | 53 | 54 | 51 | 40 | 33 |
|---|
Curva de Revenido