Acero UDDAX + S W.Nr: 1.2312
Equivalencias
| NOMBRE COMERCIAL | UNE | W.Nr | AFNOR | DIN | AISI | UDDAX + S | 1.2312 | 40CMD8S | 40CrMnS8-6 | P20+S |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.4 | 1.5 | 0.3 | 1.9 | 0.2 | 0.1 | s 0.05 |
|---|
Descripción
Acero de herramientas para trabajo en frío. Buena mecanibilidad y un buen pulido. Admite nitruración. Buena soldabilidad con los métodos habituales.
Estado de suministro: Bonificado a 280 HB
Aplicaciones
Apropiado para moldes de inyección de plástico. Soplado. Ejes, sufrideras, troqueles de martillos de forja. Por su contenido en azufre se utiliza también en moldes de inyección de grandes dimensiones.
Formatos
Redondos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:210
Densidad [g/cm 3 ]: 7,83
Conductividad térmica [W/m.K]: 34,0
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 11.7 | 13.1 | 13.5 | 14 | 14.5 | 14.6 | 14.7 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 710°-740 °C. Enfriar lentamente a temperatura ambiente. Con ello alcanzará una dureza alrededor de 230 HB.
Eliminado de tensiones
Para eliminar las tensiones del mecanizado se calienta toda la herramienta a 650° – 680°C manteniéndolo así entre una hora y dos horas, seguido de un enfriamiento al aire. Este material está destinado a usarse en estado de templado y revenido en la forma que se suministra. No obstante, cuando el acero deba someterse a algún tratamiento para conseguir mayor dureza. Para poder realizar este tratamiento térmico en este material es necesario que vuelva a estado de recocido.
Temple
Temperatura de austenización entre 830-880°C seguido de un enfriamiento en aceite, al aire o baño en caliente a una temperatura de entre 180-220°C. Con esto el material alcanzaría una dureza 50 HRc
Revenido
Realizar dos o tres revenidos. Adjuntamos tablas de dureza según se realice el enfriamiento por aire o por aceite. Dureza máxima 50 HRc.
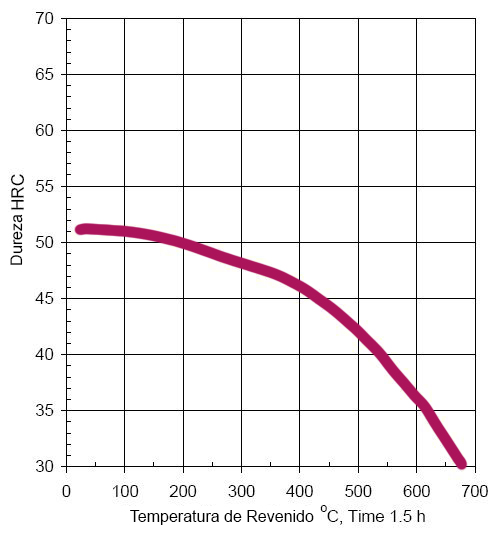
Temperatura de revenido/dureza Rowell (HRc)
| 100ºC | 200ºC | 300ºC | 400ºC | 500ºC | 600ºC | 700ºC | 50 | 49 | 48 | 46 | 42 | 36 | 29 |
|---|
Curva de Revenido