Acero ACPR 23N W.Nr 1.3343
Equivalencias
| NOMBRE COMERCIAL | UNE | W.Nr | AFNOR | DIN | AISI | ACPR 23 | F5605 | 1.3343 | Z85WDCV06-05-04-02 | HS6-5-2 | M2 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 1.0 | 4.2 | 5 | 2.0 | 6.4 |
|---|
Descripción
Acero rápido para herramientas de trabajo en frío con alta resistencia para soportar altas temperaturas. Gran tenacidad, resistencia al desgaste y capacidad de corte. Una gran respuesta al tratamiento térmico global.
Estado de suministro: Recocido. Dureza: 280 HB
Aplicaciones
Apropiado para la industria de la cuchillería, herramientas para la madera, para trabajos en frío, rodillos de conformación, herramientas de corte.
Formatos
Redondos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Módulo de Elasticidad: [10³ x N/mm 2 ]:217
Densidad [g/cm3]: 8,12
Conductividad térmica [W/m.K]: 19,0
Resistencia eléctrica [Ohm mm2/m]: 0,54
Capacidad calorífica específica [J/g.K]: 0,4
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 10.7 | 11.6 | 11.9 | 12.4 | 12.6 | 13.1 | 13.4 |
|---|
TRATAMIENTO TÉRMICO EN EL PROCESO DE FABRICACIÓN
El recocido y la normalización o alivio de tensiones son procesos de tratamiento térmico que se utilizan como paso intermedio en el proceso de fabricación para mejorar la estabilidad
dimensional y la mecanibilidad del acero. Ambos reducen las tensiones, pero el recocido blando modifica la composición química y las propiedades físicas reduciendo la dureza y
aumentando la ductilidad, mientras que el eliminado de tensiones no varía este tipo de propiedades. Su objetivo es reducir la tensión.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 820-880 °C. Dejar enfriar al aire a temperatura ambiente. Esto produce una dureza Brinell de 280 HB
Eliminación de tensiones
Después del desbastado en máquina calentar la herramienta en toda su masa a 650°C unas dos horas. Enfriar lentamente hasta 500°C y posteriormente a temperatura ambiente.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas, sin cambiar la estructura del material ni sus propiedades mecánicas. Consultar al tratamentista para determinar la temperatura más adecuada.
Temple
Se precalienta a una temperatura de 850-1050°C. La temperatura de austenización posterior es a 1180-1230°C.
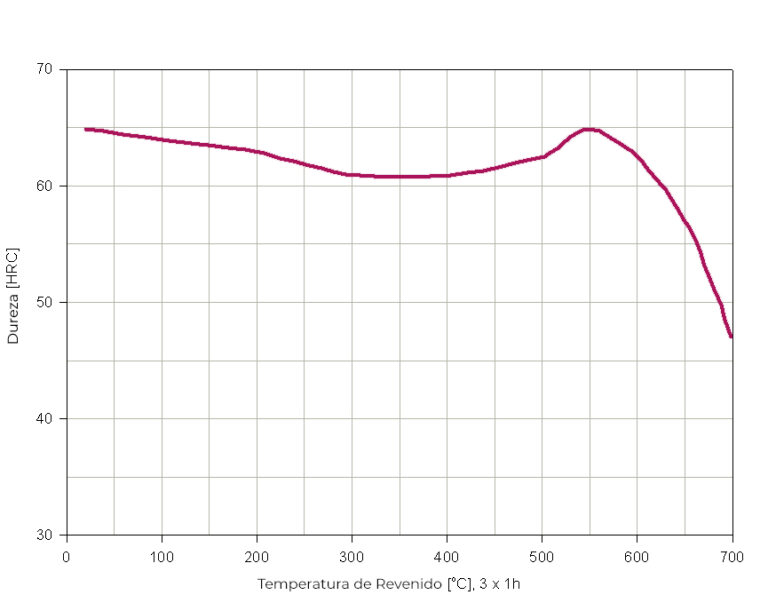
Revenido
Se realizaría un revenido en aceite o en baño de sal durante una hora entre 540-560°C. Recomendable asegurar los tres revenidos en esta calidad.
Dureza máxima que alcanza 65-66 HRc
Curva de Revenido