Acero Dexter 67 W.Nr 1.2367

Equivalencias
| NOMBRE COMERCIAL | UNE | W.Nr | AFNOR | DIN | AISI | DEXTER 67 | 1.2367 | Z38CDV5 | X38CrMoV5.1 |
|---|
Composición Química
| C | Mn | Si | Cr | Ni | Mo | V | W | Otros | 0.4 | 0.4 | 0.4 | 5.0 | 2.98 | 0.5 |
|---|
Descripción
Acero de herramientas para trabajo en caliente con alta resistencia al calor. Buena resistencia al tratamiento térmico. Alta dureza y tenacidad.
Estado de suministro: Recocido. 200 HB Laminado en caliente. Refundido
Aplicaciones
Apropiado para herramientas que necesiten resistencia al desgaste, matrices de compresión, troqueles de fundición, matrices de estampación.
Formatos
Planos
Propiedades físicas (valores medios) a temperatura ambiente.
Densidad [g/cm3]: 7,83 a 20°C
Conductividad térmica [W/m.K]: 25,0 a 20°C
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
| 20-100ºC | 20-200ºC | 20-300ºC | 20-400ºC | 20-500ºC | 20-600ºC | 20-700ºC | 11.5 | 12 | 12.2 | 12.4 | 12.8 | 12.9 | 13.2 |
|---|
Proceso de fabricación
El recocido es un proceso de tratamiento térmico realizado para reducir la dureza, aumentar la ductilidad y ayudar a eliminar las tensiones internas. Mejora las propiedades mecánicas del acero y lo hace más manejable. Se realiza en el proceso de fabricación previo a recibir los formatos comerciales.
Recocido blando
Proteger el acero y calentarlo en toda su masa a 800-840 °C. Enfriar la superficie. Con ello alcanzará una dureza alrededor de 235 HB.
Recocido de Eliminación de tensiones
Para eliminar las tensiones de la laminación se calienta a 650°C durante una hora y después se deja enfriar al aire. Esta operación reduce la distorsión durante el tratamiento térmico.
TRATAMIENTO TÉRMICO
Eliminación de tensiones
Al igual que en el proceso de fabricación, después del mecanizado, de deformación, de piezas tratadas con envejecimiento o tratamiento subcero, se puede realizar un tratamiento térmico para reducir o eliminar las tensiones internas. Esto busca mejorar la estabilidad dimensional y las propiedades mecánicas de las piezas. La eliminación no cambia ni la estructura del material ni sus propiedades mecánicas.
Temple
Temperatura de austenización entre 1050-1080°C seguido de un enfriamiento en aceite, aire, baño caliente a 500-550°C durante una hora.
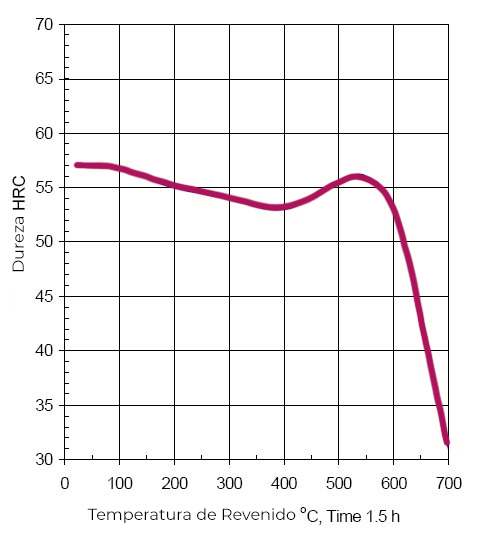
Revenido
| 100ºC | 200ºC | 300ºC | 400ºC | 500ºC | 550ºC | 600ºC | 650ºC | 57 | 55 | 54 | 53 | 55 | 56 | 52 | 42 |
|---|
Dureza máxima 53-57 HRc
Curva de Revenido